
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑托轮表面严重磨损的原因分析,就让厂家的小编介绍吧。①昼夜有温差,有的地区昼夜温差很大,但没有适宜的加油及加水制度,人为造成托轮与轮带表面之间摩擦系数增大,从而加速了轮带托轮的磨损。②托轮工作环境恶劣,如粉尘多等使得托轮磨损加剧,产生了凹面,且深度不等,轴承无法承受窑体上、下窜动而形成的巨大推力,进而频繁损坏。 以上就是的小编介绍的内容。

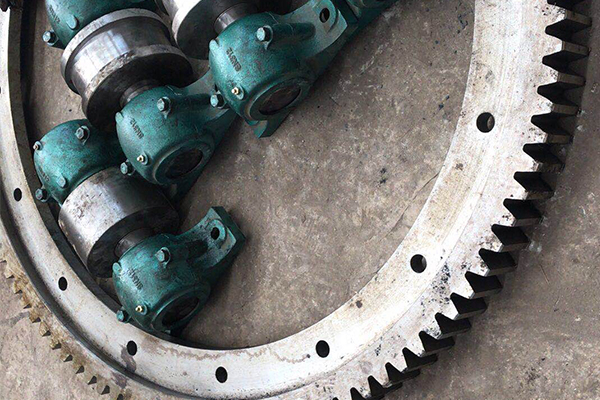
烘干机齿轮安装的注意事项有哪些?就让厂家的小编介绍下吧。1、安装中应严格控制大齿轮的径向跳动和端面跳动。2、大齿圈与小齿轮的轴向相对位置偏差不大于±2mm。3、检查齿面接触情况,接触斑点沿齿高方向不少于40%,沿齿宽方向不小于50%。4、在大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上,转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。以上就是厂家的小编介绍的内容。

干燥机托轮更换的步骤都有什么,就让精密烘干机齿轮厂家的小编来介绍下吧。1.拆除托轮瓦盖、油勺、循环水管道等并放在不影响检修的地方。2.顶起轮带,使其离开托轮10毫米左右。检查千斤顶是否有泄漏下沉现象,若有,应先排出故障。若无下沉现象,在千斤顶油缸两侧与轮带之间垫钢板或专用方铁打紧,防止泄漏轮带下沉,并对千斤顶泄压检验。若没有不良反应,重新使千斤顶吃紧并打紧垫铁。3.在托轮底座四周打好记好号。以上就是优质精密烘干机齿轮厂家的小编介绍的内容。
回转窑大齿圈拼接的方法是什么?就让厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是的小编介绍的内容。

提高烘干机热风流量有哪些好处?就让厂家的小编来介绍下吧。1,增加干燥器的热气流量,增加热气的流量,可以提高提升板的工作效率。2,增加热空气流速对加速热速具有非常重要的作用。3,为了提高热风流量,有必要设计一个合理的排气端除尘系统和头端加热空气系统。4,排气扇全压,风量要合适,如果满压太低,风量过小,会直接影响通风,降低烘干机的输出功率; 如果全压力太大,风量太大,会直接改善功率损失,废气温度也会增加很多,增加了热量损失。以上就是的小编介绍的内容。

煤泥干燥材料过热的原因有哪些,就让厂家的小编介绍下吧。1.干燥室中的空气速度太低,当雾组干燥时,外部雾滴首先被干燥。 由于雾组的初始速度远高于气体速度,上部旋流导致干粉进入高温区,并且该部分产品在经受高温后经历劣化。2,废气温度过高,许多旋转干燥产品随废气夹带,再可以分离,所以废气的温度直接影响产品温度,两者之间存在相对温差, 一般废气温度比产品温度高10~30°C左右。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





