
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑大齿圈拼接的方法是什么?就让厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是的小编介绍的内容。
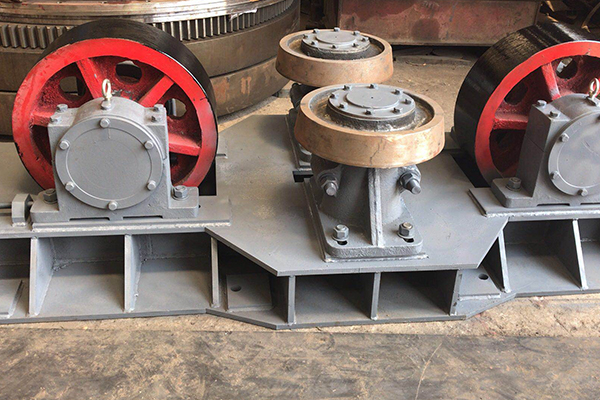
近年来,随着工业的发展,水泥产能在逐年提高,水泥煅烧设备回转窑作为水泥生产核心设备,其品质至关重要,需要经常检修、更换配件。回转窑托轮装置作为回转窑设备上的重要部件,承受着回转部分的全部重量,并在径向对筒体起定位作用,由于回转窑托轮装置具有承载负荷大、工作环境差、连续性运转、维修费时费工等特点,所以,托轮的加工每一个细节都需要托轮加工厂家重视。以上就是的小编介绍的内容。

烘干机要尽量做好哪些准备工作?烘干机配件厂家的小编整理了以下内容。安装温控装置,能够一直检测到烘干机内部的温度,烘干机的操作人员要做好温度记录,分析温度的变化,根据变化形势去进行相应的调节。也可通过调节烘干机设备烘干过程中通风情况,对烘干设备的风闸进行合理控制,来达到提高温度的目标。在寒冷的冬季设备也需要御寒,烘干机的体温如果没有采取很好的保暖措施,这家伙就不会好好工作。以上就是优质烘干机配件加工的小编介绍的内容。

烘干机设备底座与托轮安装质量要求 ?就让厂家的小编介绍的内容。①托轮底座高偏差不得大于±2mm。②托轮底座十字中心线和设计位置的中心线(或中心标版)偏差不得大于±2mm,但两底座纵向中心线必须在同一直线上,其偏差不得大于±0.5mm。③两组托轮的标高偏差,不得大于0.5mm,同组两个托轮的标高必须一致,偏差不大于0.05mm。④两组托轮的横向中心偏差不得大于±2mm。⑤托轮的斜度应按图纸规定,其偏差不得大于±0.1mm/m。以上就是的小编介绍的内容。

齿轮加工有哪些要求?就让厂家的小编介绍下吧 1.首先加工哈弗面,之后把两半齿圈组成一体。2.螺栓连成整体后再进行齿形及其它部分的加工;3.两半哈弗面必须在对应的齿的中点,拼合齿轮对接处节距允差正负0.11mm;4.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;5.烘干机大齿轮加工时,在齿侧面刻出分度圆线; 6.烘干机大齿轮顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;以上就是的小编介绍的内容。

回转窑结圈的处理方法有哪些?就让厂家的小编介绍下吧。1.规范工作操作参数,稳定热工制度,控制煤粉的细度,减少因用煤量过多或空气量不足产生的不完全燃烧,避免还原气氛的形成。2.控制煤粉的细度和水份,延长结圈时间,对煤粉进行有效的烘干,使煤粉中的水份降低至l%以下,煤粉细度控制在200目筛余3%以下,有效的延长了结圈的时间。3.喂料量的影响在生产中要求看火工严格执行工艺操作参数,杜绝因加料量与窑的转速不匹配的问题。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





