
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

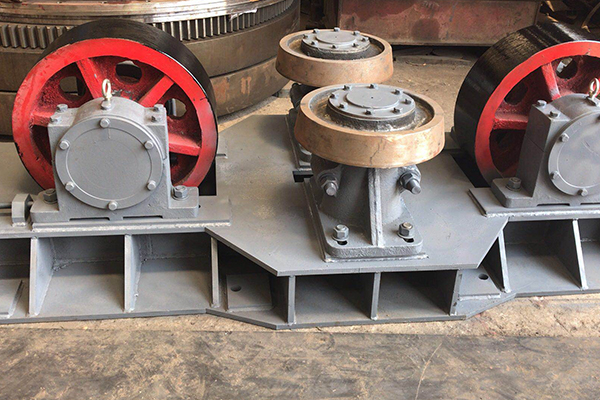
烘干机设备底座与托轮安装质量要求 ?就让厂家的小编介绍的内容。①托轮底座高偏差不得大于±2mm。②托轮底座十字中心线和设计位置的中心线(或中心标版)偏差不得大于±2mm,但两底座纵向中心线必须在同一直线上,其偏差不得大于±0.5mm。③两组托轮的标高偏差,不得大于0.5mm,同组两个托轮的标高必须一致,偏差不大于0.05mm。④两组托轮的横向中心偏差不得大于±2mm。⑤托轮的斜度应按图纸规定,其偏差不得大于±0.1mm/m。以上就是的小编介绍的内容。

托轮的更换方法是什么呢,就让冶金回转窑厂家的小编介绍下吧。1.编制检修方案,掌握关键尺寸、精度要求,做好技术准备。 2.清理现场油污,找出窑及托轮中心线,并在托轮底座和基础底板上打上记好。 3.把千斤顶、倒链等工具运到检修现场。 4.待窑冷却后,把千斤顶稳定地置于轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。 5.拆除托轮瓦的隔热板,放在不碍事的地方。 就让本地冶金回转窑厂家的小编介绍下吧。

大齿轮加工厂家如何把控加工精度,就让厂家的小编介绍下吧。(1)运动的精确性齿轮的传递都是必须要准确的,传动的变化需要有一个规定的范围。(2)大齿轮在工作的使用中,稳定性,噪声小,这些都是要求限制齿轮在传动的变化都是需要在一定的限度的。(3)载荷均匀性啮合齿的齿面接触良好,这需要齿轮在传递的动力时或者是载荷量分布不够均匀而导致接触的应力过大,就会引起齿轮面的过早磨损。以上就是的小编介绍的内容。
回转窑的工作原理是什么,就让厂家的小编介绍下吧。回转窑是水泥生产的主机设备。生料粉从窑尾筒体高端喂入窑筒体内。由于窑筒体的倾斜和缓慢地回转,使物料产生一个既沿着圆周方向翻滚,又沿着轴向从高端向低端移动的复合运动,生料在窑内通过分解,烧成等工艺过程,烧成水泥熟料后从窑筒体的低端卸出,进入冷却机。以上就是的小编介绍的内容。

托轮损坏的形式有哪些?厂家的小编介绍下吧。首先,托轮表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料的疲劳掉块。 其二,由于托轮轴与瓦接触精度差,造成轴与瓦发热拉丝、不规则磨损。 第三,托轮开裂与轴打滑,多为装配过盈量过大及铸造缺陷引起托轮从端部开裂。 第四,轴断,轴断的原因一般是过盈量太大,造成轴与托轮接触端部缩颈,从而因应力集中造成断轴;当然也不能排除制造缺陷引起的断裂。以上就是的小编介绍的内容。

回转窑结圈的处理方法有哪些,就让厂家的小编介绍下吧。发现回转窑产生结圈应及早处理,在结圈厚度超过300mm时,就应采取冷烧法烧圈。冷烧步骤:将煤管退回并适当关小一、二次风,保持火焰顺畅,减少喂料量,冷烧以移动煤枪位置和快速转窑达到降温的要求,使结网产生热应力而开裂,直到烧掉为止。若圈口有增大的趋势,就将冷烧的力度加大,增大降温幅度,每隔2h停火30 min,约两天左右圈 口会缩小到正常范围内。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





