
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

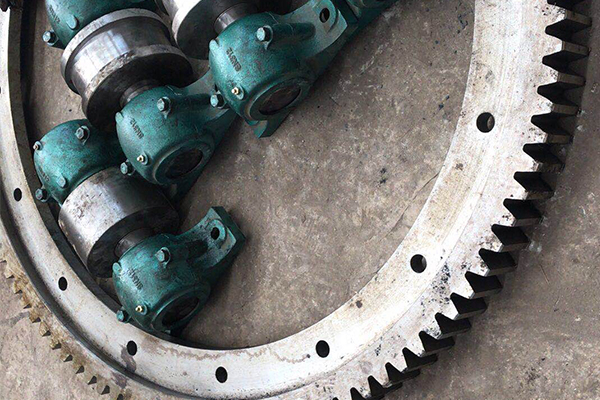
烘干机齿轮安装需要注意哪些事项?就让厂家的小编介绍下吧。1、减速器的低速轴应与齿轮轴同心,其同轴度公差为0.2mm,减速器的横向水平及纵向斜度应在减速器壳体的加工结合面上测定,允许误差为±0.05mm/m。2、在冷态下将设备大齿圈盘动一周的任一角度上,大小齿轮间的齿顶间隙不得小于0.25M。3、大小齿轮安装在筒体上时, 大小齿轮的中心线必须与筒体中心线必须重合。以上就是的小编介绍的内容。
烘干机设备底座与托轮安装质量要求 ?就让球墨烘干机齿轮厂家的小编介绍的内容。①托轮底座高偏差不得大于±2mm。②托轮底座十字中心线和设计位置的中心线(或中心标版)偏差不得大于±2mm,但两底座纵向中心线必须在同一直线上,其偏差不得大于±0.5mm。③两组托轮的标高偏差,不得大于0.5mm,同组两个托轮的标高必须一致,偏差不大于0.05mm。④两组托轮的横向中心偏差不得大于±2mm。⑤托轮的斜度应按图纸规定,其偏差不得大于±0.1mm/m。以上就是临沂球墨烘干机齿轮定制的小编介绍的内容。

厂家的小编给大家介绍下回转窑的挡轮装置,挡轮按其受力情况及作用原理,可分为机械挡轮和液压挡轮二种。大型回转窑多采用液压挡轮。液压挡轮设置主要由挡轮、挡轮轴、轴承体、导向轴、滚动轴承、挡轮行程开关等组成。液压挡轮装置承受全窑的下滑力。并且通过液压挡轮该装置可推动窑体向上移动,迫使轮带和窑筒体一起按照一定的速度和行程沿窑中心方向在托轮上往复移动,使轮带和托轮在全宽上能均匀磨损,以延长使用寿命。以上就是厂家的小编介绍的内容。

回转窑点火升温方案,就让厂家的小编介绍下吧。 一、检修烘烤要求1.当停窑时间大于24小时,窑内温度降至常温,回转窑内不更换耐火材料或者更换量较少,升温12h,曲线如下:2. 回转窑烧成带换砖长度10m≤L<20m,或者40m以后换砖长度L≥20m时,升温14h,曲线如下:3.回转窑烧成带换砖长度L≥20m,或窑口或窑尾或窑头罩更换浇注料时,升温16h。以上就是的小编介绍的内容。

回转窑结圈的处理方法有哪些,就让厂家的小编来介绍下吧。对原料进行有效的筛分,入窑石灰石全部通过水洗。保证人窑石灰石的清洁度,减少形成液相物质的含量。选择合适煤种:选用灰份熔点高、灰份低、热值高、挥发份高的煤种,大大提高生产效率。保证煤粉燃烧效率,煤源尽量稳定。稳定的煤粉燃烧效率是防止结圈发生的前提,如果窑内存在未燃煤粉,即使使用灰熔点很高的煤粉,也不能避免液相产生。以上就是的小编介绍的内容。

回转窑托轮总成整体要求,就让厂家的小编介绍下吧 ①要求托轮和托轮轴调质后再进行精加工热装配,形位公差按各件要求进行。②推力滚子轴承用端盖与轴承座间加纸垫调整间隙量。③轴承为正品国产两侧轴承安装应对称。④装后转动灵活,不应有碰卡现象。⑤空转检测拖轮经向、轴向跳动≤0.30mm。⑥轴承座的中心位置标识板上应打印中心线,便于安装找正。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





