
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑结圈的处理方法有哪些?就让厂家的小编介绍下吧。1.规范工作操作参数,稳定热工制度,控制煤粉的细度,减少因用煤量过多或空气量不足产生的不完全燃烧,避免还原气氛的形成。2.控制煤粉的细度和水份,延长结圈时间,对煤粉进行有效的烘干,使煤粉中的水份降低至l%以下,煤粉细度控制在200目筛余3%以下,有效的延长了结圈的时间。3.喂料量的影响在生产中要求看火工严格执行工艺操作参数,杜绝因加料量与窑的转速不匹配的问题。以上就是的小编介绍的内容。

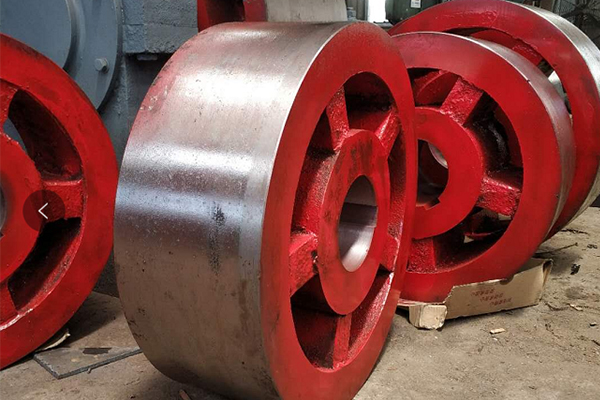
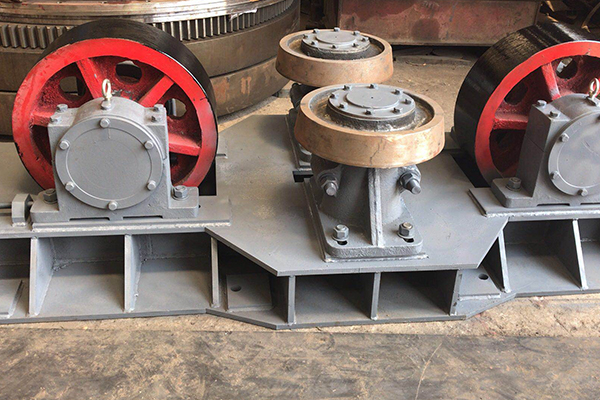
干燥机托轮更换的步骤都有什么,就让转筒烘干机大齿轮厂家的小编来介绍下吧。1.拆除托轮瓦盖、油勺、循环水管道等并放在不影响检修的地方。2.顶起轮带,使其离开托轮10毫米左右。检查千斤顶是否有泄漏下沉现象,若有,应先排出故障。若无下沉现象,在千斤顶油缸两侧与轮带之间垫钢板或专用方铁打紧,防止泄漏轮带下沉,并对千斤顶泄压检验。若没有不良反应,重新使千斤顶吃紧并打紧垫铁。3.在托轮底座四周打好记好号。以上就是推荐转筒烘干机大齿轮厂家的小编介绍的内容。
烘干机设备大齿圈和小齿轮的安装质量要求,厂家的小编在本文中就有介绍,一起来看看吧。①大齿圈径向偏摆不得大于1.5mm,端面偏摆不得大于0mm。②大齿圈和小齿轮啮合顶间隙为0.25M(M为齿轮模数)+(2~3)mm。③当轮带在挡轮中心时,大齿圈和小齿轮的径向中心线应重合,偏差不应大于1~2mm。以上就是的小编介绍的内容。
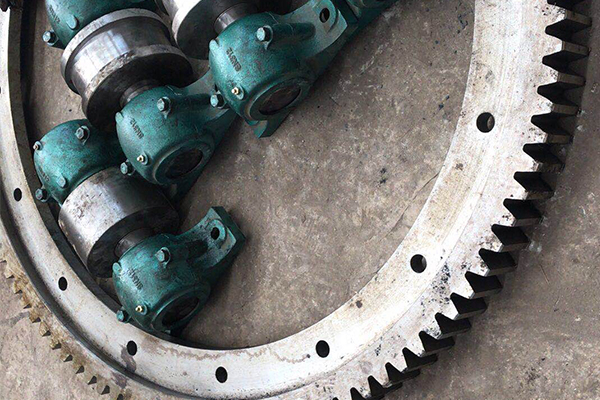
烘干机齿轮安装的注意事项有哪些?就让厂家的小编介绍下吧。1、安装中应严格控制大齿轮的径向跳动和端面跳动。2、大齿圈与小齿轮的轴向相对位置偏差不大于±2mm。3、检查齿面接触情况,接触斑点沿齿高方向不少于40%,沿齿宽方向不小于50%。4、在大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上,转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。以上就是厂家的小编介绍的内容。
球磨机小齿轮怎么安装?就让厂家的小编介绍下吧。1.齿轮安装前,将轴承座等全部零件认真检查,去除毛刺,彻底清洗干净,才可以进行安装。2、将装配好的小齿轮装置吊起,按预定的位置平稳地放在小齿轮装置底版上,并对小齿轮装置底版、轴承座及传动轴安装位置进行严格检查,以确保齿轮啮合性能良好,同时将联轴器半体安装好。3、将球磨机小齿轮装置与其底版用螺栓固定,小齿轮齿面上涂红丹,盘动小齿轮轴,使其与大齿轮啮合。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





