
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

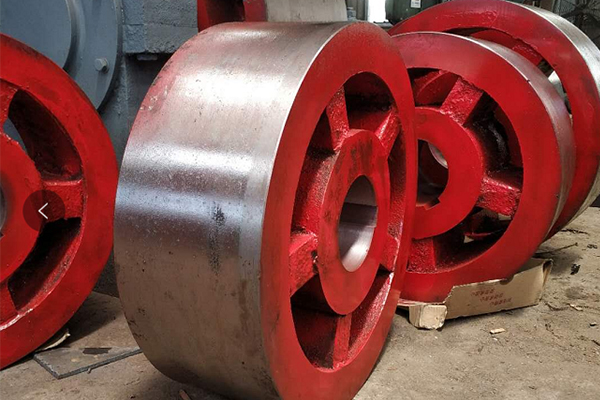
托轮损坏的形式有哪些?厂家的小编介绍下吧。首先,托轮表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料的疲劳掉块。 其二,由于托轮轴与瓦接触精度差,造成轴与瓦发热拉丝、不规则磨损。 第三,托轮开裂与轴打滑,多为装配过盈量过大及铸造缺陷引起托轮从端部开裂。 第四,轴断,轴断的原因一般是过盈量太大,造成轴与托轮接触端部缩颈,从而因应力集中造成断轴;当然也不能排除制造缺陷引起的断裂。以上就是的小编介绍的内容。

烘干机托轮轴承异响的原因分析,就让滚筒挡轮厂家的小编介绍吧。1.轴承与轴的配合太松2.烘干机托轮轴承的游隙太小,旋转时过紧3.轴承有噪声4.轴的热伸长过大5.轴肩太大6.座孔的挡肩太大7.迷宫式密封圈的间隙太小8.锁紧垫圈的齿弯曲9.甩油圈的位置不合适10.钢球或滚子上有压坑11.轴承有噪音12.轴承受热变色并变形13.轴太粗使实际配合过紧14.座孔的直径偏小15.轴承座孔直径过大,实际配合太松16.轴承座孔变大17.保持架断裂。以上就是滚筒挡轮厂家的小编介绍的内容。

回转窑轮带内表面保养及注意事项,就让厂家的小编介绍下吧。1.润滑油、润滑脂要按规定使用。使用代用品时必须符合规定的油质性能的要求。如供应困难,也只能用粘度较大的同种润滑剂代替粘度较小的。2.经常注意窑筒体温度,烧成带窑筒体温度可通过红外线扫描装置的自动记录仪来判明,烧成带窑筒体表面温度最高不得超过400℃;以上就是的小编介绍的内容。
大齿轮加工厂家如何把控加工精度,就让厂家的小编介绍下吧。(1)运动的精确性齿轮的传递都是必须要准确的,传动的变化需要有一个规定的范围。(2)大齿轮在工作的使用中,稳定性,噪声小,这些都是要求限制齿轮在传动的变化都是需要在一定的限度的。(3)载荷均匀性啮合齿的齿面接触良好,这需要齿轮在传递的动力时或者是载荷量分布不够均匀而导致接触的应力过大,就会引起齿轮面的过早磨损。以上就是的小编介绍的内容。

烘干机齿轮的调整方法?厂家的小编介绍的内容。 回转烘干机是干燥设备中的主要设备之一,安装要求技术性强,工艺标准高。回转烘干机安装工作应根据有关的设计文件、图纸、标准规范及规程、按正确安装程序及本作业指导书进行合理的施工。根据中心标板矫正小齿轮组装正确位置,与大齿轮横向中心线误差小于2mm。调整大小齿轮顶间隙,其齿顶间隙为0.25模数(标准齿隙)加上大齿轮热膨胀量,应注意齿顶间隙在大齿轮径向跳动处测量与确定。以上就是的小编介绍的内容。

干燥机托轮更换步骤有哪些?就让厂家的小编来介绍下吧。1.事先出检修更换方案,尽可能掌握相关基本尺寸做好技术准备。2.清理现场油污,找出干燥机及托轮中心线,并在干燥机托轮底座和基础底板上打上记好。3.准备千斤顶、倒链等相关工具。4.待干燥机冷却后,把千斤顶稳定地置于干燥机轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





