
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑大齿圈拼接的方法是什么?就让厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是的小编介绍的内容。

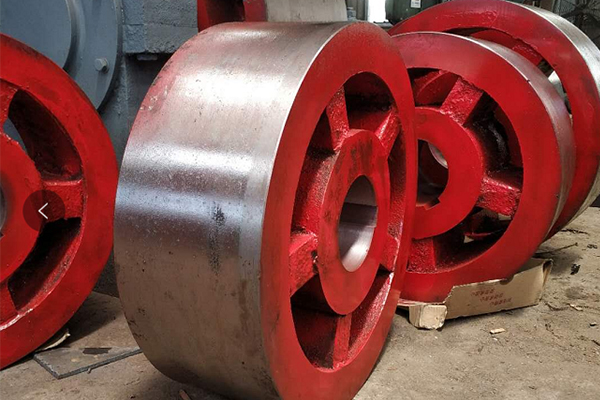
回转窑轮带断裂原因分析,就让回转窑烘干厂家的小编介绍下吧。轮带表面产生网状裂纹以及大块剥落缺陷,致使轮带早期非正常接触疲劳开裂。在回转窑运转过程中,轮带表面实际承受一周期变化的动载荷,在轮带表皮层内3-4mm以及5-7mm位置,分别存在交变载荷和脉动载荷,在该应力作用下所产生的微裂纹与接触应力平行或成45度夹角,随着裂纹扩展以及其他外弯距的作用,裂纹向表皮及纵深方向进一步发展,甚至贯通、脆裂,造成表层剥落破坏。以上就是回转窑烘干加工的小编介绍的内容。

大齿轮加工厂家如何把控加工精度,就让厂家的小编介绍下吧。(1)运动的精确性齿轮的传递都是必须要准确的,传动的变化需要有一个规定的范围。(2)大齿轮在工作的使用中,稳定性,噪声小,这些都是要求限制齿轮在传动的变化都是需要在一定的限度的。(3)载荷均匀性啮合齿的齿面接触良好,这需要齿轮在传递的动力时或者是载荷量分布不够均匀而导致接触的应力过大,就会引起齿轮面的过早磨损。以上就是的小编介绍的内容。
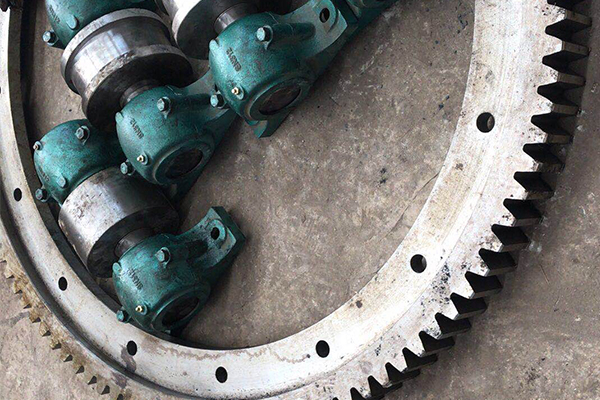
烘干机设备大齿圈和小齿轮的安装质量要求,厂家的小编在本文中就有介绍,一起来看看吧。①大齿圈径向偏摆不得大于1.5mm,端面偏摆不得大于0mm。②大齿圈和小齿轮啮合顶间隙为0.25M(M为齿轮模数)+(2~3)mm。③当轮带在挡轮中心时,大齿圈和小齿轮的径向中心线应重合,偏差不应大于1~2mm。以上就是的小编介绍的内容。
球磨机小齿轮怎么安装?就让厂家的小编介绍下吧。1.齿轮安装前,将轴承座等全部零件认真检查,去除毛刺,彻底清洗干净,才可以进行安装。2、将装配好的小齿轮装置吊起,按预定的位置平稳地放在小齿轮装置底版上,并对小齿轮装置底版、轴承座及传动轴安装位置进行严格检查,以确保齿轮啮合性能良好,同时将联轴器半体安装好。3、将球磨机小齿轮装置与其底版用螺栓固定,小齿轮齿面上涂红丹,盘动小齿轮轴,使其与大齿轮啮合。以上就是厂家的小编介绍的内容。

烘干机轮带断裂的原因分析,就让厂家的小编介绍吧。轮带表面产生网状裂纹以及大块剥落缺陷,致使轮带早期非正常接触疲劳开裂。我们知道,在烘干机运转过程中,轮带表面实际承受一周期变化的动载荷,在轮带表皮层内3-4mm以及5-7mm位置,分别存在交变载荷和脉动载荷,在该应力作用下所产生的微裂纹与接触应力平行或成45度夹角,随着裂纹扩展以及其他外弯距的作用,裂纹向表皮及纵深方向进一步发展,甚至贯通、脆裂,造成表层剥落破坏。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





