
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

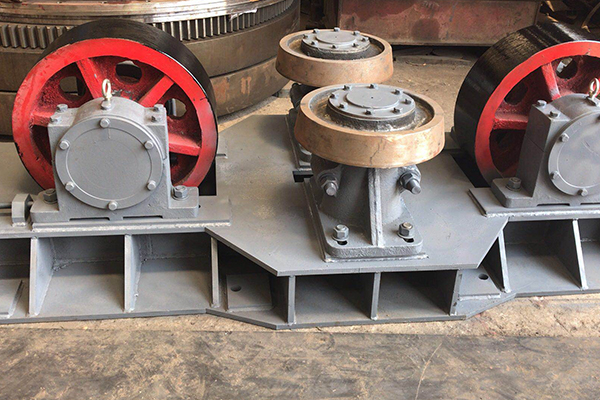
托轮的更换方法是什么呢,就让厂家的小编介绍下吧。1.编制检修方案,掌握关键尺寸、精度要求,做好技术准备。 2.清理现场油污,找出窑及托轮中心线,并在托轮底座和基础底板上打上记好。 3.把千斤顶、倒链等工具运到检修现场。 4.待窑冷却后,把千斤顶稳定地置于轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。 5.拆除托轮瓦的隔热板,放在不碍事的地方。 就让的小编介绍下吧。
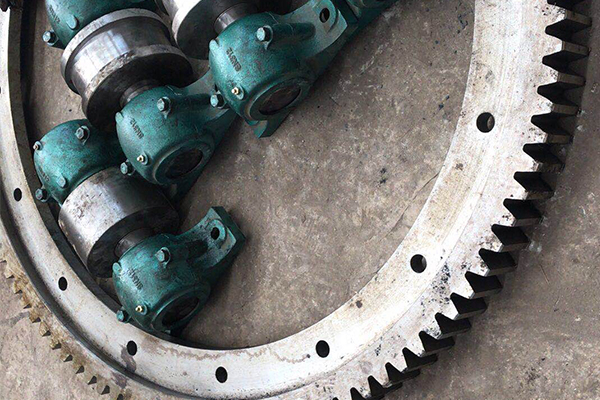
回转窑大齿圈磨损有哪些原因?就让转筒烘干机大齿轮厂家的小编介绍下吧。齿侧间隙方面:当齿侧间隙大于标准安装位置时,也会引起齿圈的振动,当前一对齿即将脱离时,后一对齿还没有进入到正确啮合位置,因此前一对齿主动轮的齿尖在从动轮的齿廓上滑过,从动轮做减速运动;当后一对齿圈进入啮合时,从动轮突然加速,产生冲击,引起齿圈振动以及齿面磨损;齿侧间隙的加大还能导致齿面间不能上,形成弹性流体润滑,也能加速回转窑大齿圈磨损。以上就是黄山转筒烘干机大齿轮厂家的小编介绍的内容。
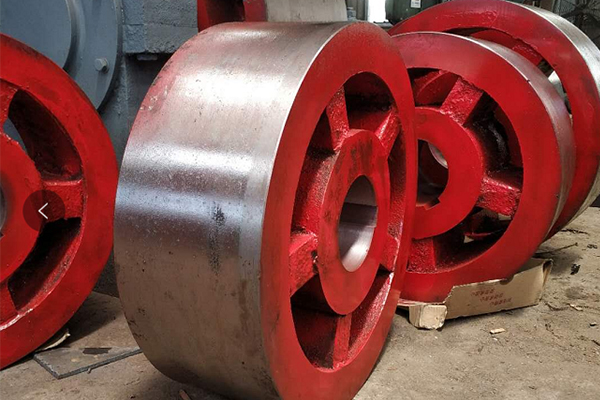
烘干机大齿轮技术要求,就让厂家的小编介绍下吧。 1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件; 2.烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm; 3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%; 以上就是的小编介绍的内容。
齿轮加工有哪些要求?就让厂家的小编介绍下吧 1.首先加工哈弗面,之后把两半齿圈组成一体。2.螺栓连成整体后再进行齿形及其它部分的加工;3.两半哈弗面必须在对应的齿的中点,拼合齿轮对接处节距允差正负0.11mm;4.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;5.烘干机大齿轮加工时,在齿侧面刻出分度圆线; 6.烘干机大齿轮顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





