
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

烘干机齿轮安装需要注意哪些事项?就让厂家的小编介绍下吧。1、减速器的低速轴应与齿轮轴同心,其同轴度公差为0.2mm,减速器的横向水平及纵向斜度应在减速器壳体的加工结合面上测定,允许误差为±0.05mm/m。2、在冷态下将设备大齿圈盘动一周的任一角度上,大小齿轮间的齿顶间隙不得小于0.25M。3、大小齿轮安装在筒体上时, 大小齿轮的中心线必须与筒体中心线必须重合。以上就是的小编介绍的内容。

回转窑大齿圈拼接的方法是什么?就让厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是的小编介绍的内容。
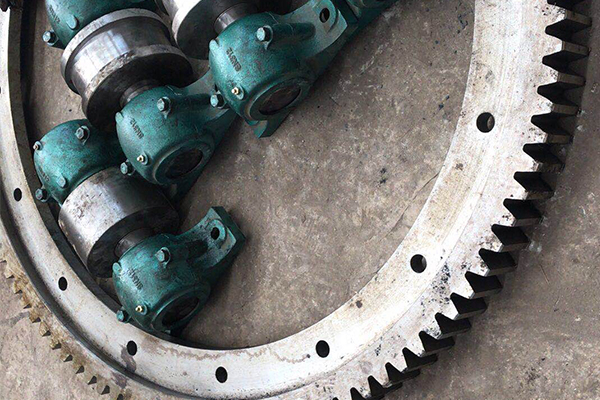
厂家的小编给大家介绍下回转窑的大齿圈装置,一起来看看吧。窑筒体上固定有大齿圈以传递扭矩。大齿圈通过切向弹簧板与窑筒体联结,这种使大齿圈悬挂在窑筒体上的联结结构能使大齿圈和窑筒体之间留有足够的散热空间,并能减少窑筒体弯曲变形等对啮合精度的影响,还能起到减震缓冲的作用,有利于延长窑衬的寿命。以上就是的小编介绍的内容。

烘干机齿轮安装的注意事项有哪些?就让转筒烘干机大齿轮厂家的小编介绍下吧。1、安装中应严格控制大齿轮的径向跳动和端面跳动。2、大齿圈与小齿轮的轴向相对位置偏差不大于±2mm。3、检查齿面接触情况,接触斑点沿齿高方向不少于40%,沿齿宽方向不小于50%。4、在大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上,转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。以上就是本地转筒烘干机大齿轮厂家的小编介绍的内容。

回转窑结圈的处理方法有哪些,就让厂家的小编介绍下吧。发现回转窑产生结圈应及早处理,在结圈厚度超过300mm时,就应采取冷烧法烧圈。冷烧步骤:将煤管退回并适当关小一、二次风,保持火焰顺畅,减少喂料量,冷烧以移动煤枪位置和快速转窑达到降温的要求,使结网产生热应力而开裂,直到烧掉为止。若圈口有增大的趋势,就将冷烧的力度加大,增大降温幅度,每隔2h停火30 min,约两天左右圈 口会缩小到正常范围内。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





