
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

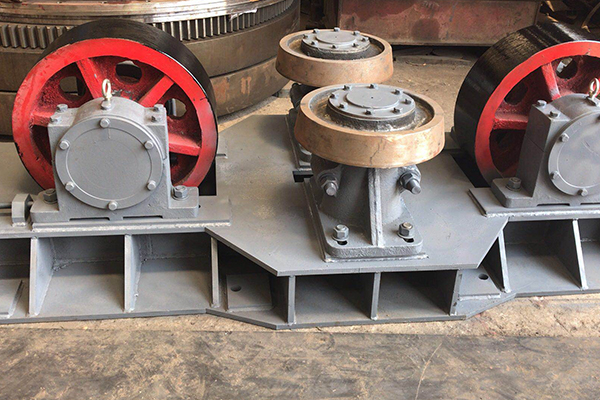
干燥机托轮更换的步骤都有什么,就让烘干机齿轮厂家的小编来介绍下吧。1.拆除托轮瓦盖、油勺、循环水管道等并放在不影响检修的地方。2.顶起轮带,使其离开托轮10毫米左右。检查千斤顶是否有泄漏下沉现象,若有,应先排出故障。若无下沉现象,在千斤顶油缸两侧与轮带之间垫钢板或专用方铁打紧,防止泄漏轮带下沉,并对千斤顶泄压检验。若没有不良反应,重新使千斤顶吃紧并打紧垫铁。3.在托轮底座四周打好记好号。以上就是本地烘干机齿轮厂家的小编介绍的内容。

如何减少球磨机小齿轮的磨损?就让厂家的小编介绍吧。1、制造方面节能球磨机传动齿轮齿廓为渐开线齿形,标准安装,在购买时按照有关标准严格验收。2、安装方面根据有关文献可知,啮合齿轮的重合度、顶隙和侧隙、模数等。3、润滑方面节能球磨机传动齿轮副采用人工定期加油的润滑方式 。4、球磨机小齿轮的密封性一定要做好,尽量减少灰尘颗粒接触齿轮。以上就是厂家的小编介绍内容。

烘干机托轮轴承异响的原因分析,就让厂家的小编介绍吧。1.轴承与轴的配合太松2.烘干机托轮轴承的游隙太小,旋转时过紧3.轴承有噪声4.轴的热伸长过大5.轴肩太大6.座孔的挡肩太大7.迷宫式密封圈的间隙太小8.锁紧垫圈的齿弯曲9.甩油圈的位置不合适10.钢球或滚子上有压坑11.轴承有噪音12.轴承受热变色并变形13.轴太粗使实际配合过紧14.座孔的直径偏小15.轴承座孔直径过大,实际配合太松16.轴承座孔变大17.保持架断裂。以上就是的小编介绍的内容。

提高烘干机热风流量有哪些好处?就让厂家的小编来介绍下吧。1,增加干燥器的热气流量,增加热气的流量,可以提高提升板的工作效率。2,增加热空气流速对加速热速具有非常重要的作用。3,为了提高热风流量,有必要设计一个合理的排气端除尘系统和头端加热空气系统。4,排气扇全压,风量要合适,如果满压太低,风量过小,会直接影响通风,降低烘干机的输出功率; 如果全压力太大,风量太大,会直接改善功率损失,废气温度也会增加很多,增加了热量损失。以上就是的小编介绍的内容。
回转窑托轮表面严重磨损的处理方法,就让厂家的小编介绍吧。①将回转窑窑体调整在向上或向下窜动的固定位置,把托轮调整到吃刀位置,用上下托轮承受筒体窜动力。②用厚钢板自制简易刀架,使刀架走、退范围符合要求,可根据托轮宽度自定。③利用托轮调整螺杆的固定螺孔,将走刀架固定在托轮座上,将回转窑窑体转速调至适宜范围,使走刀架前后、左右走刀自如,用较适当的进刀量将托轮凹面车平,将凸台车削平整,使托轮达到原有精度要求。 以上就是的小编介绍的内容。

回转窑点火升温方案,就让厂家的小编介绍下吧。 一、检修烘烤要求1.当停窑时间大于24小时,窑内温度降至常温,回转窑内不更换耐火材料或者更换量较少,升温12h,曲线如下:2. 回转窑烧成带换砖长度10m≤L<20m,或者40m以后换砖长度L≥20m时,升温14h,曲线如下:3.回转窑烧成带换砖长度L≥20m,或窑口或窑尾或窑头罩更换浇注料时,升温16h。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





