
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

回转窑结圈的处理方法有哪些,就让厂家的小编介绍下吧。发现回转窑产生结圈应及早处理,在结圈厚度超过300mm时,就应采取冷烧法烧圈。冷烧步骤:将煤管退回并适当关小一、二次风,保持火焰顺畅,减少喂料量,冷烧以移动煤枪位置和快速转窑达到降温的要求,使结网产生热应力而开裂,直到烧掉为止。若圈口有增大的趋势,就将冷烧的力度加大,增大降温幅度,每隔2h停火30 min,约两天左右圈 口会缩小到正常范围内。以上就是的小编介绍的内容。

回转窑大齿圈拼接的方法是什么?就让回转窑大齿轮厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是回转窑大齿轮厂家的小编介绍的内容。

回转窑大齿圈拼接与安装方法?就让厂家的小编介绍吧。1、转动简体,检查齿圈的径向跳动和端面跳动,调整后,径向跳动不大于1.5mm,端面跳动不大于1mm。2、将其调整合适后,用齿轮连杆固定于窑体上。预装12个连杆中的8个,将其相应连接座与筒体点焊。3、松开安装工具上的径向和轴向调整螺栓,再检查回转窑大齿圈的径向和端面跳动是否符合上述要求,若不符合 则应重新调整至符合要求为止。以上就是厂家的小编介绍的内容。

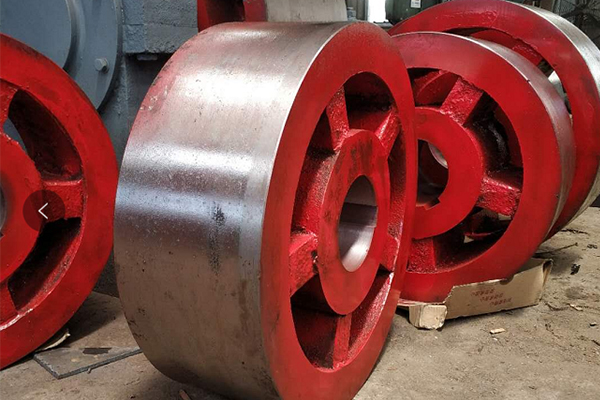
回转窑托轮如何维护?的小编整理了以下内容,一起来看看吧。托轮装置运行状况的好坏,直接影响整个回转,因此,经常检查托轮的正常运转极为重要,那么,在巡查托轮的时候要多注意哪些事项呢?(1)托轮的润滑油的油质、油量、油温是否正常。(2)托轮表面是否有脱落、开裂、磨损是否不均匀或过快。以上就是的小编介绍的内容。
厂家的小编给大家介绍下回转窑的挡轮装置,挡轮按其受力情况及作用原理,可分为机械挡轮和液压挡轮二种。大型回转窑多采用液压挡轮。液压挡轮设置主要由挡轮、挡轮轴、轴承体、导向轴、滚动轴承、挡轮行程开关等组成。液压挡轮装置承受全窑的下滑力。并且通过液压挡轮该装置可推动窑体向上移动,迫使轮带和窑筒体一起按照一定的速度和行程沿窑中心方向在托轮上往复移动,使轮带和托轮在全宽上能均匀磨损,以延长使用寿命。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





