
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
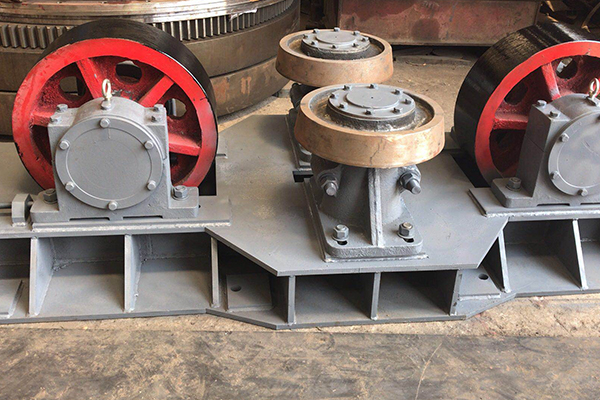
回转窑托轮总成整体要求,就让厂家的小编介绍下吧 ①要求托轮和托轮轴调质后再进行精加工热装配,形位公差按各件要求进行。②推力滚子轴承用端盖与轴承座间加纸垫调整间隙量。③轴承为正品国产两侧轴承安装应对称。④装后转动灵活,不应有碰卡现象。⑤空转检测拖轮经向、轴向跳动≤0.30mm。⑥轴承座的中心位置标识板上应打印中心线,便于安装找正。以上就是的小编介绍的内容。

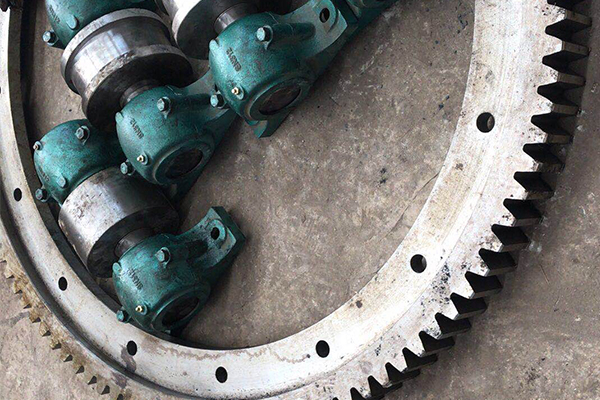
烘干机齿轮安装的注意事项有哪些?就让回转窑配件厂家的小编介绍下吧。1、安装中应严格控制大齿轮的径向跳动和端面跳动。2、大齿圈与小齿轮的轴向相对位置偏差不大于±2mm。3、检查齿面接触情况,接触斑点沿齿高方向不少于40%,沿齿宽方向不小于50%。4、在大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上,转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。以上就是本地回转窑配件厂家的小编介绍的内容。
烘干机堵塞的原因有哪些,就让厂家的小编介绍下吧。烘干机的堵塞物主要是系统中的一些机械杂质,物料中大颗粒输送过程中的结晶物或料液粘度超过输送极限,如果是烘干机完全堵塞,可以从两个现象判断:一是高压泵的压力突然提高,二是塔口温度明显升高。如果烘干机部分堵塞或不能完全烘干,高压泵的压力变化并不明显,但烘干机出口气体温度会明显提高。以上就是的小编介绍的内容。

烘干机大齿轮技术要求,就让厂家的小编介绍下吧。 1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件; 2.烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm; 3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%; 以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





