
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

托轮损坏的形式有哪些?转筒烘干机大齿轮厂家的小编介绍下吧。首先,托轮表面压溃剥落,其原因多为铸造缺陷、局部应力过大等造成金属材料的疲劳掉块。 其二,由于托轮轴与瓦接触精度差,造成轴与瓦发热拉丝、不规则磨损。 第三,托轮开裂与轴打滑,多为装配过盈量过大及铸造缺陷引起托轮从端部开裂。 第四,轴断,轴断的原因一般是过盈量太大,造成轴与托轮接触端部缩颈,从而因应力集中造成断轴;当然也不能排除制造缺陷引起的断裂。以上就是转筒烘干机大齿轮厂家的小编介绍的内容。

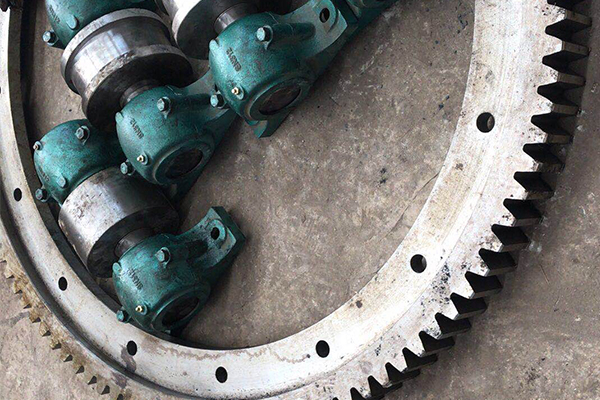
回转窑轮带断裂原因分析,就让厂家的小编介绍下吧。轮带表面产生网状裂纹以及大块剥落缺陷,致使轮带早期非正常接触疲劳开裂。在回转窑运转过程中,轮带表面实际承受一周期变化的动载荷,在轮带表皮层内3-4mm以及5-7mm位置,分别存在交变载荷和脉动载荷,在该应力作用下所产生的微裂纹与接触应力平行或成45度夹角,随着裂纹扩展以及其他外弯距的作用,裂纹向表皮及纵深方向进一步发展,甚至贯通、脆裂,造成表层剥落破坏。以上就是的小编介绍的内容。
烘干机托轮轴承异响的原因分析,就让厂家的小编介绍吧。1.轴承与轴的配合太松2.烘干机托轮轴承的游隙太小,旋转时过紧3.轴承有噪声4.轴的热伸长过大5.轴肩太大6.座孔的挡肩太大7.迷宫式密封圈的间隙太小8.锁紧垫圈的齿弯曲9.甩油圈的位置不合适10.钢球或滚子上有压坑11.轴承有噪音12.轴承受热变色并变形13.轴太粗使实际配合过紧14.座孔的直径偏小15.轴承座孔直径过大,实际配合太松16.轴承座孔变大17.保持架断裂。以上就是的小编介绍的内容。

回转窑托轮表面严重磨损的处理方法,就让厂家的小编介绍吧。①将回转窑窑体调整在向上或向下窜动的固定位置,把托轮调整到吃刀位置,用上下托轮承受筒体窜动力。②用厚钢板自制简易刀架,使刀架走、退范围符合要求,可根据托轮宽度自定。③利用托轮调整螺杆的固定螺孔,将走刀架固定在托轮座上,将回转窑窑体转速调至适宜范围,使走刀架前后、左右走刀自如,用较适当的进刀量将托轮凹面车平,将凸台车削平整,使托轮达到原有精度要求。 以上就是的小编介绍的内容。

回转窑托轮总成整体要求,就让厂家的小编介绍下吧 ①要求托轮和托轮轴调质后再进行精加工热装配,形位公差按各件要求进行。②推力滚子轴承用端盖与轴承座间加纸垫调整间隙量。③轴承为正品国产两侧轴承安装应对称。④装后转动灵活,不应有碰卡现象。⑤空转检测拖轮经向、轴向跳动≤0.30mm。⑥轴承座的中心位置标识板上应打印中心线,便于安装找正。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





