
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

如何减少球磨机小齿轮的磨损?就让厂家的小编介绍吧。1、制造方面节能球磨机传动齿轮齿廓为渐开线齿形,标准安装,在购买时按照有关标准严格验收。2、安装方面根据有关文献可知,啮合齿轮的重合度、顶隙和侧隙、模数等。3、润滑方面节能球磨机传动齿轮副采用人工定期加油的润滑方式 。4、球磨机小齿轮的密封性一定要做好,尽量减少灰尘颗粒接触齿轮。以上就是厂家的小编介绍内容。

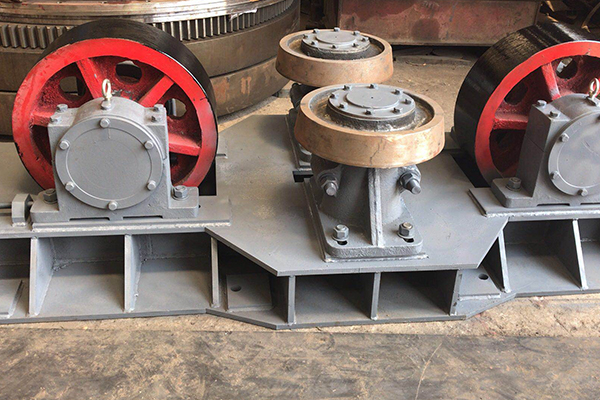
厂家的小编给大家介绍下回转窑的挡轮装置,挡轮按其受力情况及作用原理,可分为机械挡轮和液压挡轮二种。大型回转窑多采用液压挡轮。液压挡轮设置主要由挡轮、挡轮轴、轴承体、导向轴、滚动轴承、挡轮行程开关等组成。液压挡轮装置承受全窑的下滑力。并且通过液压挡轮该装置可推动窑体向上移动,迫使轮带和窑筒体一起按照一定的速度和行程沿窑中心方向在托轮上往复移动,使轮带和托轮在全宽上能均匀磨损,以延长使用寿命。以上就是厂家的小编介绍的内容。
干燥机托轮更换步骤有哪些?就让厂家的小编来介绍下吧。1.事先出检修更换方案,尽可能掌握相关基本尺寸做好技术准备。2.清理现场油污,找出干燥机及托轮中心线,并在干燥机托轮底座和基础底板上打上记好。3.准备千斤顶、倒链等相关工具。4.待干燥机冷却后,把千斤顶稳定地置于干燥机轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。以上就是的小编介绍的内容。

回转窑大齿圈拼接的方法是什么?就让厂家的小编介绍吧。1、在筒体上齿圈中心线一周十等分处装上十个安装工具,点焊固定在简体上,然后吊装齿圈,将两半齿圈按图纸要求牢固连接,接口间用定位轴及热装螺栓连接成整体,对接口用塞尺检查其间隙。2、用安装工具上的径向和轴向调整螺栓固定并调整齿圈,检查齿圈与基准齿圈的横向中心线的距离,调整使其偏差不大于±1.5mm,并使齿圈外圈各处到简体距离基本相等,大齿圈中心应与筒体中心重合。以上就是的小编介绍的内容。

烘干机托轮轴承异响的原因分析,就让矿山机械配件厂家的小编介绍吧。1.轴承与轴的配合太松2.烘干机托轮轴承的游隙太小,旋转时过紧3.轴承有噪声4.轴的热伸长过大5.轴肩太大6.座孔的挡肩太大7.迷宫式密封圈的间隙太小8.锁紧垫圈的齿弯曲9.甩油圈的位置不合适10.钢球或滚子上有压坑11.轴承有噪音12.轴承受热变色并变形13.轴太粗使实际配合过紧14.座孔的直径偏小15.轴承座孔直径过大,实际配合太松16.轴承座孔变大17.保持架断裂。以上就是矿山机械配件厂家的小编介绍的内容。
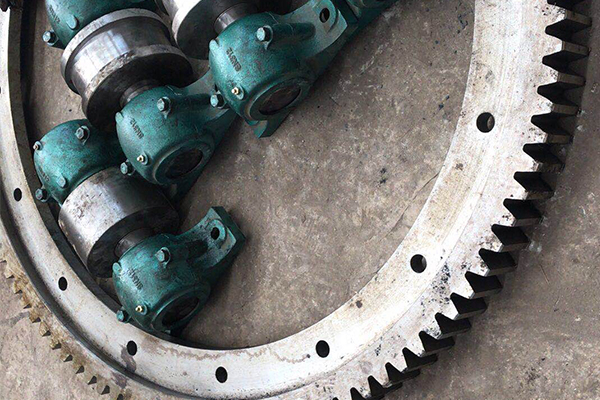
回转窑大齿圈拼接与安装方法?就让厂家的小编介绍吧。1、转动简体,检查齿圈的径向跳动和端面跳动,调整后,径向跳动不大于1.5mm,端面跳动不大于1mm。2、将其调整合适后,用齿轮连杆固定于窑体上。预装12个连杆中的8个,将其相应连接座与筒体点焊。3、松开安装工具上的径向和轴向调整螺栓,再检查回转窑大齿圈的径向和端面跳动是否符合上述要求,若不符合 则应重新调整至符合要求为止。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





