
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

烘干机大齿轮技术要求,就让精密烘干机齿轮厂家的小编介绍下吧。 1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件; 2.烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm; 3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%; 以上就是精密烘干机齿轮加工的小编介绍的内容。

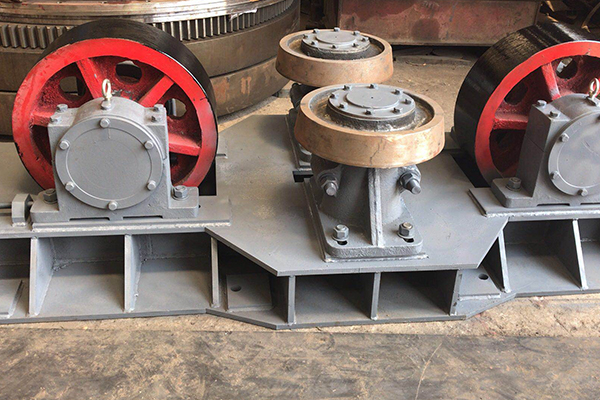
回转窑托轮表面严重磨损的原因分析,就让厂家的小编介绍吧。①昼夜有温差,有的地区昼夜温差很大,但没有适宜的加油及加水制度,人为造成托轮与轮带表面之间摩擦系数增大,从而加速了轮带托轮的磨损。②托轮工作环境恶劣,如粉尘多等使得托轮磨损加剧,产生了凹面,且深度不等,轴承无法承受窑体上、下窜动而形成的巨大推力,进而频繁损坏。 以上就是的小编介绍的内容。

干燥机托轮更换的步骤都有什么,就让厂家的小编来介绍下吧。1.拆除托轮瓦盖、油勺、循环水管道等并放在不影响检修的地方。2.顶起轮带,使其离开托轮10毫米左右。检查千斤顶是否有泄漏下沉现象,若有,应先排出故障。若无下沉现象,在千斤顶油缸两侧与轮带之间垫钢板或专用方铁打紧,防止泄漏轮带下沉,并对千斤顶泄压检验。若没有不良反应,重新使千斤顶吃紧并打紧垫铁。3.在托轮底座四周打好记好号。以上就是厂家的小编介绍的内容。
回转窑大齿圈拼接与安装方法?就让厂家的小编介绍吧。1、转动简体,检查齿圈的径向跳动和端面跳动,调整后,径向跳动不大于1.5mm,端面跳动不大于1mm。2、将其调整合适后,用齿轮连杆固定于窑体上。预装12个连杆中的8个,将其相应连接座与筒体点焊。3、松开安装工具上的径向和轴向调整螺栓,再检查回转窑大齿圈的径向和端面跳动是否符合上述要求,若不符合 则应重新调整至符合要求为止。以上就是厂家的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





