
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

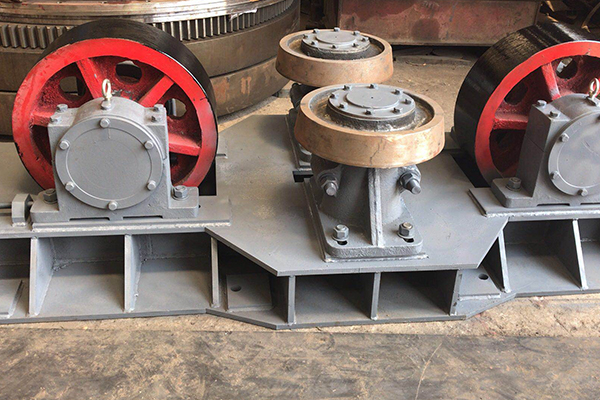
球磨机小齿轮怎么安装?就让回转窑托轮厂家的小编介绍下吧。1.齿轮安装前,将轴承座等全部零件认真检查,去除毛刺,彻底清洗干净,才可以进行安装。2、将装配好的小齿轮装置吊起,按预定的位置平稳地放在小齿轮装置底版上,并对小齿轮装置底版、轴承座及传动轴安装位置进行严格检查,以确保齿轮啮合性能良好,同时将联轴器半体安装好。3、将球磨机小齿轮装置与其底版用螺栓固定,小齿轮齿面上涂红丹,盘动小齿轮轴,使其与大齿轮啮合。以上就是六安回转窑托轮厂家的小编介绍的内容。

烘干机设备大齿圈和小齿轮的安装质量要求,厂家的小编在本文中就有介绍,一起来看看吧。①大齿圈径向偏摆不得大于1.5mm,端面偏摆不得大于0mm。②大齿圈和小齿轮啮合顶间隙为0.25M(M为齿轮模数)+(2~3)mm。③当轮带在挡轮中心时,大齿圈和小齿轮的径向中心线应重合,偏差不应大于1~2mm。以上就是的小编介绍的内容。

托轮的更换方法是什么呢,就让厂家的小编介绍下吧。1.编制检修方案,掌握关键尺寸、精度要求,做好技术准备。 2.清理现场油污,找出窑及托轮中心线,并在托轮底座和基础底板上打上记好。 3.把千斤顶、倒链等工具运到检修现场。 4.待窑冷却后,把千斤顶稳定地置于轮带下之中部,并在千斤顶顶部放置以木板,防止打滑,并把千斤顶吃紧。 5.拆除托轮瓦的隔热板,放在不碍事的地方。 就让的小编介绍下吧。
烘干机齿轮安装的注意事项有哪些?就让厂家的小编介绍下吧。1、安装中应严格控制大齿轮的径向跳动和端面跳动。2、大齿圈与小齿轮的轴向相对位置偏差不大于±2mm。3、检查齿面接触情况,接触斑点沿齿高方向不少于40%,沿齿宽方向不小于50%。4、在大齿轮安装前检查对接面接口不得有碰撞痕迹,把大齿轮与筒体接触表面清擦干净,然后将两半齿轮小心的对好并拧紧接口螺栓,便将大齿轮装在筒体上,转动筒体,检查大齿轮的径向跳动和侧向摆动,直至校调合格。以上就是厂家的小编介绍的内容。

回转窑点火升温方案,就让厂家的小编介绍下吧。 一、检修烘烤要求1.当停窑时间大于24小时,窑内温度降至常温,回转窑内不更换耐火材料或者更换量较少,升温12h,曲线如下:2. 回转窑烧成带换砖长度10m≤L<20m,或者40m以后换砖长度L≥20m时,升温14h,曲线如下:3.回转窑烧成带换砖长度L≥20m,或窑口或窑尾或窑头罩更换浇注料时,升温16h。以上就是的小编介绍的内容。

烘干机堵塞怎么办?厂家的小编在本文中就有介绍,一起来看看吧。采用气流压力或复合烘干机此烘干机兼有气流烘干机和压力式烘干机的双重功能,开车时高压泵的压力还没有达到烘干压力时用压缩空气进行烘干,待高压泵正常工作时停止压缩空气。同理,如果烘干机因某种原因出现烘干不止常时也 采取这种方法防止出现湿料,此方法是处理故障的附加手段。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





