
联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn

厂家的小编给大家介绍下回转窑的大齿圈装置,一起来看看吧。窑筒体上固定有大齿圈以传递扭矩。大齿圈通过切向弹簧板与窑筒体联结,这种使大齿圈悬挂在窑筒体上的联结结构能使大齿圈和窑筒体之间留有足够的散热空间,并能减少窑筒体弯曲变形等对啮合精度的影响,还能起到减震缓冲的作用,有利于延长窑衬的寿命。以上就是的小编介绍的内容。

齿轮加工有哪些要求?就让厂家的小编介绍下吧 1.首先加工哈弗面,之后把两半齿圈组成一体。2.螺栓连成整体后再进行齿形及其它部分的加工;3.两半哈弗面必须在对应的齿的中点,拼合齿轮对接处节距允差正负0.11mm;4.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;5.烘干机大齿轮加工时,在齿侧面刻出分度圆线; 6.烘干机大齿轮顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;以上就是的小编介绍的内容。

烘干机大齿轮技术要求,就让转筒烘干机大齿轮厂家的小编介绍下吧。 1.铸造烘干机大齿轮必须用碱性平炉钢或电炉钢,不得使用转炉钢,铸件按有关规定进行验收,其各项检验活动结果作为交换条件; 2.烘干机大齿轮图纸中未注明铸造园角尺寸R=5-10mm; 3.铸件烘干机齿圈不得有影响强度的铸造缺陷,对缺陷补焊后必须进行热处理消除内应力,补焊处的硬度不大于母体金属硬度但不得低于母体金属硬度的10%; 以上就是转筒烘干机大齿轮定制的小编介绍的内容。

大齿轮加工厂家如何把控加工精度,就让厂家的小编介绍下吧。(1)运动的精确性齿轮的传递都是必须要准确的,传动的变化需要有一个规定的范围。(2)大齿轮在工作的使用中,稳定性,噪声小,这些都是要求限制齿轮在传动的变化都是需要在一定的限度的。(3)载荷均匀性啮合齿的齿面接触良好,这需要齿轮在传递的动力时或者是载荷量分布不够均匀而导致接触的应力过大,就会引起齿轮面的过早磨损。以上就是的小编介绍的内容。
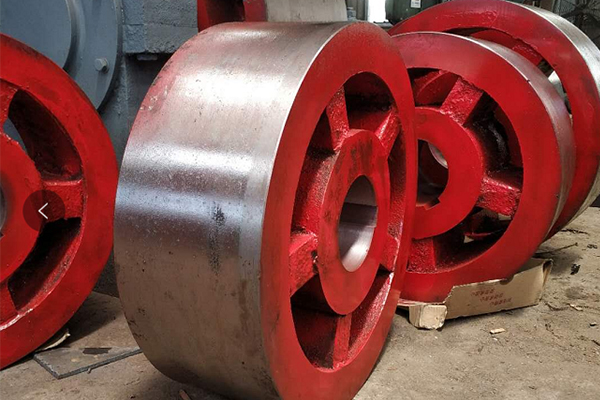
回转窑托轮表面严重磨损的原因分析,就让厂家的小编介绍吧。①昼夜有温差,有的地区昼夜温差很大,但没有适宜的加油及加水制度,人为造成托轮与轮带表面之间摩擦系数增大,从而加速了轮带托轮的磨损。②托轮工作环境恶劣,如粉尘多等使得托轮磨损加剧,产生了凹面,且深度不等,轴承无法承受窑体上、下窜动而形成的巨大推力,进而频繁损坏。 以上就是的小编介绍的内容。
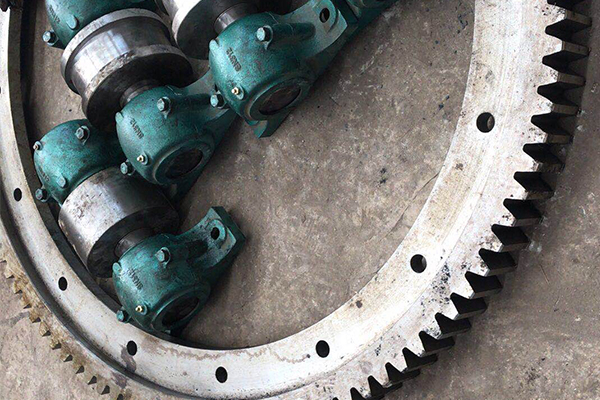
回转窑大齿圈磨损的原因有哪些,就让厂家的小编来介绍下吧。1、密封方面:回转窑大齿圈为半开式齿轮传动系统,只有简单的防护罩,工作环境较差。工作现场空气中含有大量的漂浮物和小颗粒,这些漂浮物和小颗粒极易进入齿圈的工作表面而引起磨粒磨损。2、进出料方面:回转窑漏出的成品物料会随着随便的旋转而进入啮合区,加速齿面磨损。以上就是的小编介绍的内容。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米





