联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
加工步骤:模型制作→造型→浇注→清砂→退火→检验→粗加工结合面→结合面钻孔、铰孔→粗加工外圆及端面→检验→性能热处理→修结合面→加工外圆及端面→粗滚齿→精修结合面→精加工外圆及端面→精滚齿→完成所有加工→涂油→入库
热处理:正火温度850~900°C,出炉空冷。回火温度680~700°C,出炉空冷,硬度HB180-220。
价格:不同规格尺寸的齿轮价格肯定是不一样的,同一规格尺寸不同材料不同热处理要求其价格也是不一样的,一货一价。决定终价格的因素主要有:毛坯质量、材料选择、热处理要求、精加工所需工时、毛坯单价、地区差异、运输成本等等。
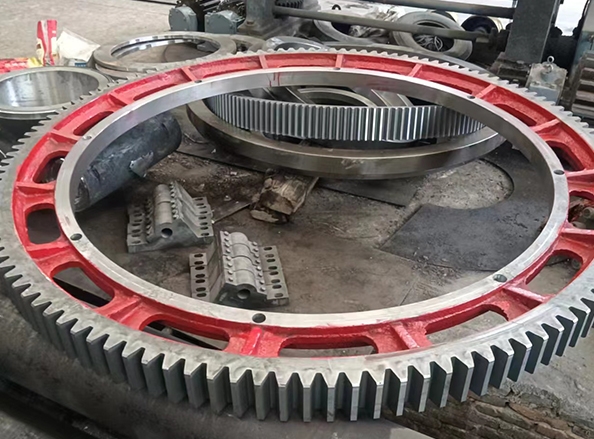
烘干机大齿轮厂家表示要保证烘干机的正常运转,必须正确地安装在筒体上,烘干机大齿轮的中心线必须与筒体中心线重合。烘干机大齿轮由于尺寸较大,通常制成两半,用螺栓将其连接在一起。一般安装在靠近干燥机筒体中部,这样在运转中受力均匀,远离热端,灰尘较少。与筒体的连接方式通常选用圆弧弹簧板切向连接。
什么是切向连接:烘干机大齿轮固定在筒体切线方向的弹簧板上,弹簧板一般用20~30mm厚的钢板,宽与齿圈相等,一端成切线与垫板及烘干机固定在一起,一端用螺栓与大齿轮连接在一起,这样可以调节齿圈中心与干燥机中心位置,使之对准。

优点:这种连接方式,具有较大的弹性,能减少因筒体弯曲或开、停机时的冲击对大小齿轮的影响,缺点是安装较困难,中心不易找准,齿圈制造较为复杂。
齿轮加工要求:1.首先加工烘干机齿圈的接合面,之后把两半齿圈组成一体。2.烘干机大齿轮连成整体后再进行齿形及其它部分的加工;3.两半齿轮接合面必须在齿各的中点,拼合齿轮对接处节距允差正负0.11mm;4.加工后的轮缘立筋轮辐等壁厚偏差必须在其名义尺寸的10%之内;5.烘干机大齿轮加工时,在齿侧面刻出分度圆线;6.烘干机大齿轮顶圆及端面时,同时用尖刀划出弹簧板安装孔的线,保证与齿顶圆同心;7.待安装校正后与弹簧板配制,并做出相应标记。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米