联系人:王经理
公司座机:0516-85028295
移动电话:139-5214-6670
网址:www.xzsjjxc.cn
回转窑是大中型水泥生产线的核心设备,而回转窑的安装质量则对其后的高效稳定运行至关重要。只有严格把控回转窑的安装过程,才能使回转窑在以后的生产中高运转率稳定运行。在安装回转窑的过程中,应该参照回转窑的设备图纸、设备安装说明书、相关安装规范等要求制定回转窑的安装施工方案,并在回转窑安装过程中严格把控各关键数据,严格把控回转窑的安装质量。现把回转窑的几个关键环节做一下总结。
一、回转窑安装的几个关键环节
从回转窑现场安装情况看,有如下几个关键环节需要特别注意:(1)中心标板安装基准线基准点设置;(2)支承装置的安装;(3)筒体吊装、筒体对接及同心度找正;(4)传动装置装配。
二、回转窑托轮安装关键环节的控制
2.1 安装回转窑中心标板、对回转窑基准线基准点进行设置
回转窑安装的第一步便是设置回转窑的基准线和基准点,这是保证回转窑安装质量及各安装工序顺利进行的前提。按照图纸、规范的要求反复测量校正回转窑的纵向、横向中心线及标高点,确认没有问题后才可以固定其点。在以后的安装过程中要经常检查校正,检查纵向、横向中心线及标高点的变化情况以及是否被破坏,以免造成后续安装工序的误差和返工。

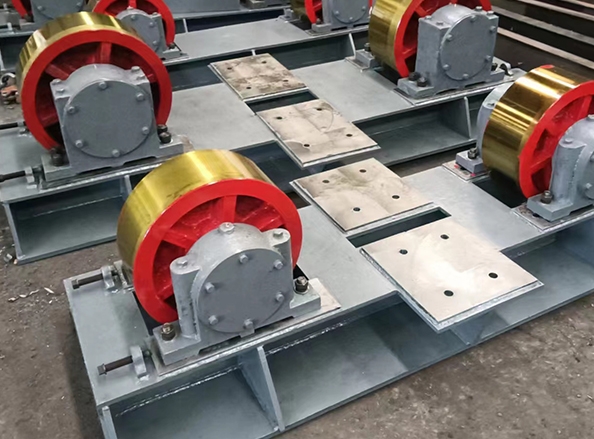
2.2 托轮瓦及托轮的安装
支承装置安装的位置正确与否,直接影响到筒体中心的直线性,进而也直接关系到窑是否能正常地运转,故而对支承装置的安装必须引起足够的重视。
2.2.1 底座找正
第一步将底座下四角及地脚螺钉两侧放入垫铁进行调整,当底座初找正合格并通过自检后,进行会检,会检通过后方可对地脚螺栓孔进行一次灌浆,当混凝土达到规定的强度后,拧紧所有地脚螺栓,同时用仪器进一步精确找正,使底座能满足下列要求:底座纵向中心线允许偏差0.5mm、相邻两底座中心距允许偏差1.5mm、相邻两底座标高允许偏差0.5mm、底座表面斜度允许偏差0.05mm/m。
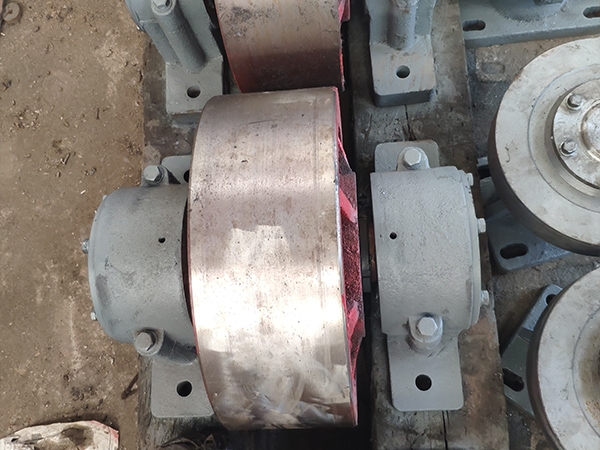
2.2.2 托轮轴承组的安装
(1)必须对每个托轮轴承组进行彻底地清洗。检查轴承下座,球面瓦衬瓦的标记是否一致。
(2)必须对球面瓦及衬瓦的刮研质量进行检查,如不符合要求,则必须重新刮研,使接触斑点符合要求为止。
(3)应检查托轮上止推环与衬瓦端部的间隙,应使高端轴承的此间隙为零,而低端留有2 mm的间隙。
(4)各托轮轴承组安装完毕后,把随设备供应的直尺和斜度规放置托轮表面上用仪器进行检查。
①两托轮纵向中心线与底座纵向中心线之距离应符合图纸要求,允差0.5mm。
②各托轮表面斜度应一致,允差0.05mm/m。
③同一挡两托轮中点联线应呈水平,允差0.05mm/m。
④各挡托轮顶面中点标高与底座上表面中点标高差应与图纸相符,相邻两挡的误差不大于0.5mm。
(5)必须按规定使用润滑油,每次转动前必须使轴颈上有足够的润滑油,决不能产生干摩擦。
2.3 筒体吊装对接及同心度找正
(1)目前国内一般采用大型汽车吊进行回转窑筒体的吊装工作,根据大型汽车吊的吊车性能表及现场场地情况、回转窑各节筒体重量综合考虑后选择汽车吊型号,通过计算得出吊装回转窑所用钢丝绳的型号。从窑尾依次向窑头吊装。
(2)找正回转窑筒体的同心度。
①定位回转窑筒体中心。把非加工筒体内周长分等分成12份,分别用①、④、⑦、⑩点找一个圆心,②、⑤、⑧、 ⑪点找一个圆心,③、⑥、⑨、 ⑫点找一个圆心,窑筒体的中心就是这3个圆心组成的几何图形的中心,把坐标纸贴在圆心处。
②对接口处的2个纵向焊缝应该相互错开,2个纵向焊缝错开角度应≮45°,窑体对口错边量应该≯2mm。
③找正窑筒体轴线:使用激光经纬仪进行找正,其中心允许的偏差如下:窑头及窑尾处应≯5mm;大齿圈及轮带处筒体中心应≯4mm;其余部分筒体中心应≯8mm。
④筒体找正。
找正的方法:激光经纬仪找正法。
具体的操作方法如下:在窑筒体接口处的临时支撑架上,装上激光闸板,激光束若是能够顺利地通过每道闸板的话则为合格。
2.4 传动装置装配
2.4.1 大齿圈的安装及其找正
(1)在安装大齿圈前,要清洗干净大齿圈的油污。
(2)在平整地面上预组大齿圈,其接合面间隙应符合相关规定。
(3)在地面将弹簧板安装在大齿圈上,要根据回转窑的运转方向确定弹簧板的安装方向。
(4)吊装大齿圈。
(5)用大齿轮安装专用工具找正大齿圈,并转窑测定。大齿圈径向跳动允许误差:1.5mm;大齿轮端面跳动允许误差:1mm。
2.4.2 安装找正小齿轮
(1)安装回转窑的小齿轮时,应按设计要求留出大齿轮的膨胀量,并测定其斜度(小齿轮轴向中心线应平行于回转窑的纵向中心线)。
(2)调整大齿圈和小齿轮的齿顶间隙,可以依据M/4+(3~4)mm计取(M为齿模数)保证。根据经验,将齿顶间隙取0.25M+4 mm以保证大齿轮膨胀后,齿顶间隙能够满足运转要求。
(3)齿轮咬合齿面沿齿长方向接触面要达40%~50%。
(4)小齿轮轴与减速机输出轴连接、减速机与主电机连接
的同轴度误差应≯0.20mm。
三、结语
安装回转窑中心标板、对回转窑基准线基准点进行设置、托轮瓦及托轮的安装、回转窑筒体吊装、筒体对接及找正同心度、传动装置安装等重要环节要严格把控,其实际安装精度均符合回转窑图纸、说明书及安装规范中的要求。这几个关键环节的安装质量要严格把控,做好施工记录及自检、会检工作,从而保证整个回转窑设备的安装工作顺利进行。

王经理:0516-85028295
移动电话:13952146670
网址:www.xzsjjxc.cn
地址:徐州市火花西G311国道辅仁中学西100米